预热和道间温度的一般规定
2021-05-18 10:53 陕西钢结构 钢结构公司
1、钢结构接头的焊接需要根据钢材的碳当量(化学成分)、板厚、接头的拘束状态、焊缝金属中的含氢量水平及焊接线能量高低等因素或进行焊接试验来确定合适的预热温度和道间温度。
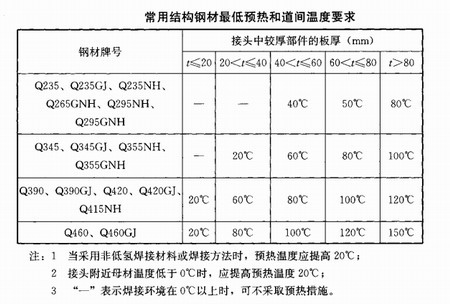
2、焊接接头板厚不同时,需要按接头中较厚的钢板厚度确定预热温度;焊接接头材质不相同时,需要按高强度、高碳当量的钢材确定预热温度。
3、常用钢材采用中等热输入时,焊前低预热和需要符合下图的规定要求;通过钢材可焊性试验和焊接工艺评定试验确定预热温度时,焊接预热的低温度可低于下图要求。
4、焊接预热和道间温度的保持宜采用电加热、火焰及红外线加热等方法,并应采用专用的测温仪进行测量。预热区应在焊道两侧,其宽度应为各焊件厚度1.5倍以上,且不能小于100毫米。温度测量点需要距离焊缝或焊道中心线不小于75毫米处。当为封闭构件时,宜在正面离焊接坡口两侧不小于100毫米处。所有要求预热的焊缝进行焊接时,焊接过程的道间温度不应降至预热温度以下。
5、定位焊及焊缝返修处的预热温度应高于正常质热温度20℃至50℃,预热区域宜加宽50毫米。
6、电渣焊和气电立焊在环境温度为0℃以上施焊时可不进行预热,但板厚大于60毫米时,宜对引弧区域的母材预热且预热温度不低于50℃。
7、焊接过程中,低道间温度不能低于预热温度,静载荷结构焊接时,大道间温度不能超过250℃;需进行疲劳验算的动载荷结构和调质钢焊接时,大道间温度不能超过230℃ 。
8、三、四类钢材及调质钢的预热温度、道间温度的确定,需要符合钢厂提供的指导性参数要求。
陕西钢结构热线:029-86252006
钢结构公司网址:www.hb2003.com
联系地址:陕西省西安市北关正街35号方兴大厦8楼













